光學(xué)玻璃作為高透光性�、低色散的關(guān)鍵材料���,廣泛應(yīng)用于顯微鏡���、激光器�����、內(nèi)窺鏡等高端設(shè)備��。但其硬脆特性導(dǎo)致傳統(tǒng)機(jī)械加工易產(chǎn)生微裂紋���,熱切割技術(shù)則因熱應(yīng)力導(dǎo)致材料性能劣化����。水導(dǎo)激光技術(shù)的出現(xiàn)��,通過“水射流導(dǎo)光+冷卻”的協(xié)同機(jī)制�����,實現(xiàn)了光學(xué)玻璃加工中亞微米級裂紋的精準(zhǔn)控制,成為行業(yè)突破性解決方案�。
一、傳統(tǒng)光學(xué)玻璃加工的“裂紋之困”
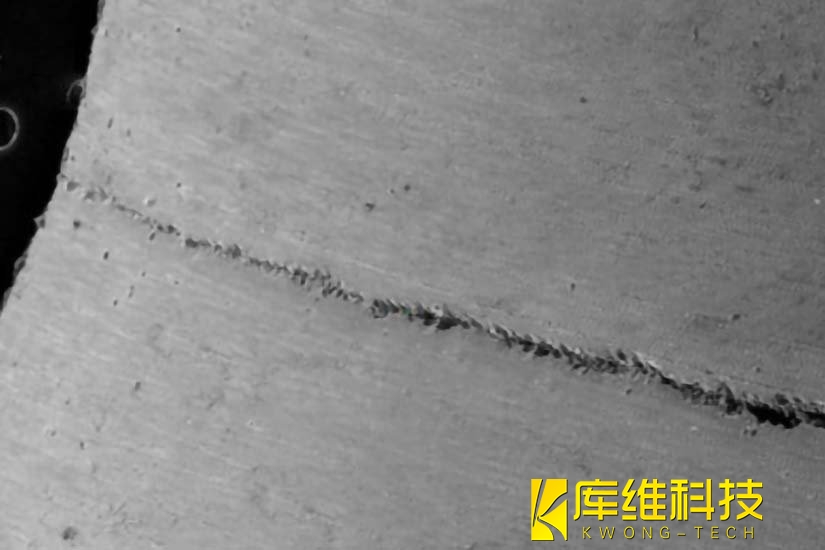
光學(xué)玻璃的主要成分為二氧化硅�����,具有高硬度����、低導(dǎo)熱性的特性。傳統(tǒng)機(jī)械加工中���,磨料與玻璃表面的摩擦?xí)a(chǎn)生局部高溫�,冷卻后因熱膨脹系數(shù)差異引發(fā)應(yīng)力集中��,形成微裂紋���;而激光加工雖無接觸�,但高能量激光脈沖會使材料瞬間汽化��,蒸汽反沖力易剝離表層����,形成“激光誘導(dǎo)裂紋”��,裂紋寬度普遍在5μm以上�����,難以滿足亞微米級精度的需求����。
二、水導(dǎo)激光技術(shù)
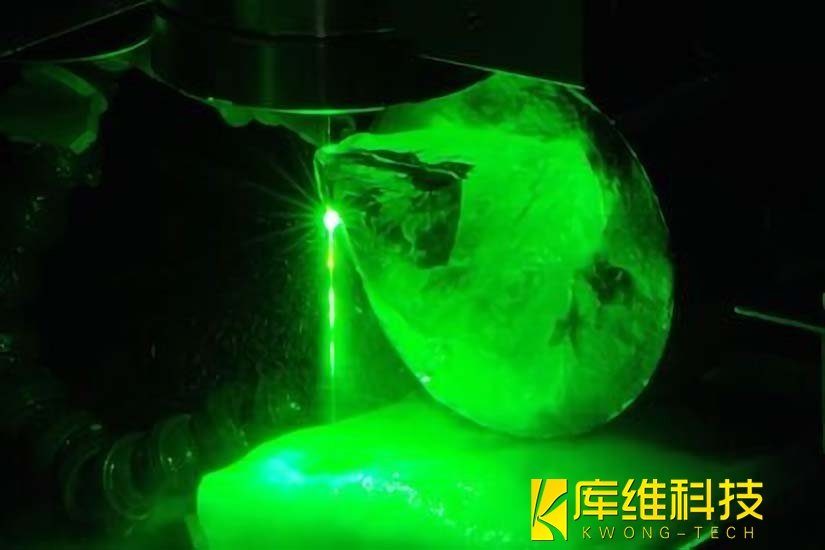
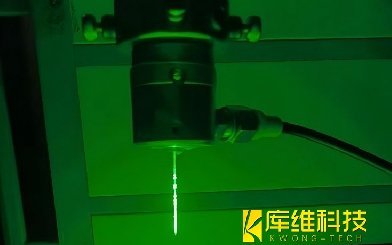
水導(dǎo)激光技術(shù)將激光與高速細(xì)水束結(jié)合�����,通過“激光在水束中全反射傳輸”的機(jī)制���,實現(xiàn)了“冷加工”與“精準(zhǔn)控?zé)?rdquo;的雙重優(yōu)勢:
-
??激光傳輸路徑的創(chuàng)新??:超純水束(直徑約50-200μm)在高壓力(5-20MPa)下形成“液體光纖”���,激光通過全反射在水束內(nèi)壁傳輸,避免了空氣介質(zhì)的能量損耗����,同時水束直接作用于加工區(qū)域。
-
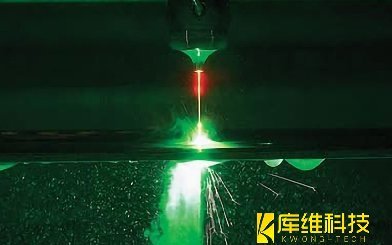
??熱應(yīng)力的動態(tài)平衡??:激光能量被材料吸收后,水束同步帶走90%以上的熱量�,使加工區(qū)溫度始終低于玻璃軟化點(約1700℃),抑制熱應(yīng)力積累���;同時����,水束的沖刷作用及時清除熔融碎屑�,避免二次熱損傷。
-
??裂紋生長的物理抑制??:水束的機(jī)械沖擊力(僅0.1-1N)遠(yuǎn)低于機(jī)械磨削的接觸力(數(shù)十牛)�����,且水的潤滑作用降低了材料界面的應(yīng)力集中���,從源頭抑制微裂紋的萌生與擴(kuò)展�����。
與傳統(tǒng)激光加工相比��,水導(dǎo)激光的獨特優(yōu)勢在于:
-
熱影響區(qū)縮小90%:水的高比熱容(4.18kJ/kg·K)可瞬間吸收激光能量,使加工區(qū)域溫度梯度從傳統(tǒng)方法的10?℃/mm降至10²℃/mm�����,有效抑制熱應(yīng)力裂紋;
-
能量密度提升3倍:水流聚焦效應(yīng)使激光束直徑縮小至20-50μm�����,能量密度達(dá)10?W/cm²量級���,實現(xiàn)微米級切割精度�����;
-
清潔加工環(huán)境:水流實時沖刷碎屑,避免二次熔融�����,加工表面粗糙度Ra可低至0.05μm�����。
三����、亞微米級裂紋控制的關(guān)鍵技術(shù)參數(shù)
-
??水束特性??:壓力與流速需匹配激光能量密度——高壓細(xì)水束(如10MPa、流速5m/s)可增強(qiáng)冷卻效率,同時避免水束發(fā)散導(dǎo)致的能量損失��;噴嘴錐角(通常15-30°)則決定了激光傳輸?shù)姆€(wěn)定性����。
-
??激光參數(shù)??:采用短脈沖(納秒級)、高頻率(100-500kHz)激光�����,可降低單脈沖能量峰值�����,減少局部熱沖擊�;波長選擇(如1064nm或532nm)需與玻璃吸收光譜匹配,提升能量利用率�。
-
??工藝協(xié)同??:通過實時監(jiān)測加工區(qū)的溫度場與應(yīng)力場(如紅外熱像儀+壓電傳感器),動態(tài)調(diào)整水束與激光的相對速度(通常0.5-2mm/s)�����,確保裂紋始終被抑制在亞微米尺度����。
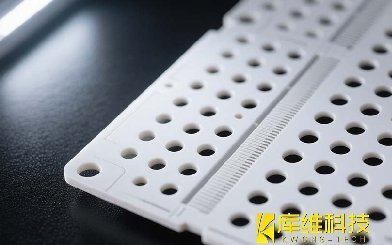
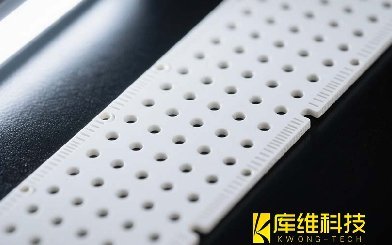
實驗證明�,采用該技術(shù)加工K9光學(xué)玻璃時��,表面裂紋寬度可控制在0.8μm以內(nèi)����,表面粗糙度Ra<5nm��,無需后續(xù)拋光即可滿足高精度光學(xué)元件的要求����。
四、行業(yè)應(yīng)用與數(shù)據(jù)驗證
在半導(dǎo)體領(lǐng)域��,水導(dǎo)激光已實現(xiàn)6英寸碳化硅晶圓的亞微米級切割�。對比傳統(tǒng)金剛石線鋸切割��,其切縫寬度從150μm降至30μm�,材料損耗率從12%降至3%,加工速度提升5倍�。有企業(yè)數(shù)據(jù)顯示,采用水導(dǎo)激光切割N型單晶硅片����,良品率從82%提升至97%��,單片成本降低0.8元��。
醫(yī)療領(lǐng)域�,水導(dǎo)激光在內(nèi)窺鏡鏡頭加工中表現(xiàn)突出�����。通過螺旋軌跡掃描��,可在直徑2mm的球面鏡片上加工出周期性微結(jié)構(gòu)(槽寬80μm��、深50μm)���,表面粗糙度Ra=0.03μm�����,滿足ISO 13485醫(yī)療標(biāo)準(zhǔn)�����。
航空航天光學(xué)鏡頭加工中�,可在ZK9玻璃表面加工深寬比20:1的微流道�,表面粗糙度Ra≤0.5 μm�。據(jù)實驗數(shù)據(jù)測算�����,采用該技術(shù)大概可使高端光學(xué)器件的制造成本降低30%-50%�����,同時將產(chǎn)品壽命提升2-3倍�。
目前,水導(dǎo)激光已在光通信光纖連接器端面加工�����、微光學(xué)透鏡陣列制造�����、半導(dǎo)體晶圓玻璃層切割等場景中驗證其優(yōu)勢�。
水導(dǎo)激光三大核心技術(shù):高精度光耦合、全反控制和水流穩(wěn)定系統(tǒng)
高端珠寶加工新技術(shù):水導(dǎo)激光亞微米級加工

水導(dǎo)激光加工選用什么顏色的激光好�?
水導(dǎo)激光技術(shù)與其他激光技術(shù)相比有哪些優(yōu)勢�?

陶瓷基板切割新技術(shù):紫外激光與水導(dǎo)激光的顛覆性應(yīng)用

水導(dǎo)激光加工案例之??5G芯片微孔加工
陶瓷基板切割技術(shù)大比拼:核心數(shù)據(jù)全解析
中小型企業(yè)如何評估水導(dǎo)激光設(shè)備的投資回報周期���?
陶瓷基板切割技術(shù)大揭秘:激光VS機(jī)械工藝的5大關(guān)鍵對比