在激光加工領(lǐng)域,??脈沖寬度??與??重復(fù)頻率??如同武俠小說(shuō)中的“內(nèi)力”與“招式”��,二者協(xié)同決定了材料去除的精準(zhǔn)度與效率。本文將深入解析這對(duì)核心參數(shù)的物理本質(zhì)��、工藝影響及實(shí)戰(zhàn)應(yīng)用�,助您解鎖精密制造的新維度。
一�、脈沖寬度
1�、定義與物理機(jī)制
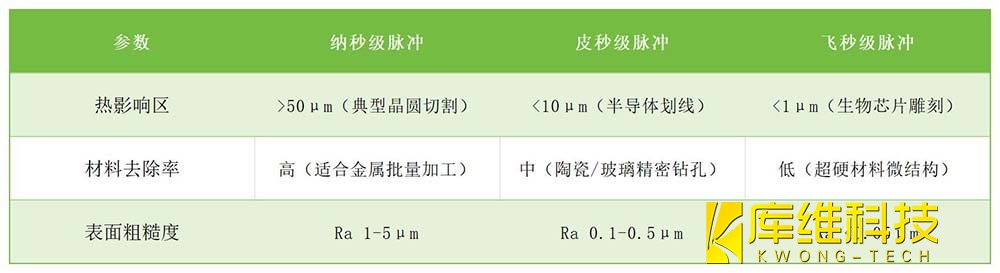
脈沖寬度指單個(gè)激光脈沖持續(xù)的時(shí)間,通常以納秒(ns)�、皮秒(ps)、飛秒(fs)為單位��。其本質(zhì)是能量在時(shí)間維度上的分布形態(tài):
-
??長(zhǎng)脈沖(>100ns)??:能量以熱傳導(dǎo)為主����,形成熔池與熱影響區(qū)(HAZ),適合粗加工�。
-
??超短脈沖(<10ps)??:能量在電子-聲子弛豫時(shí)間內(nèi)釋放,直接引發(fā)材料庫(kù)侖爆炸����,實(shí)現(xiàn)“冷加工”,無(wú)熱損傷��。
2��、工藝影響圖譜
二、重復(fù)頻率
1����、核心定義
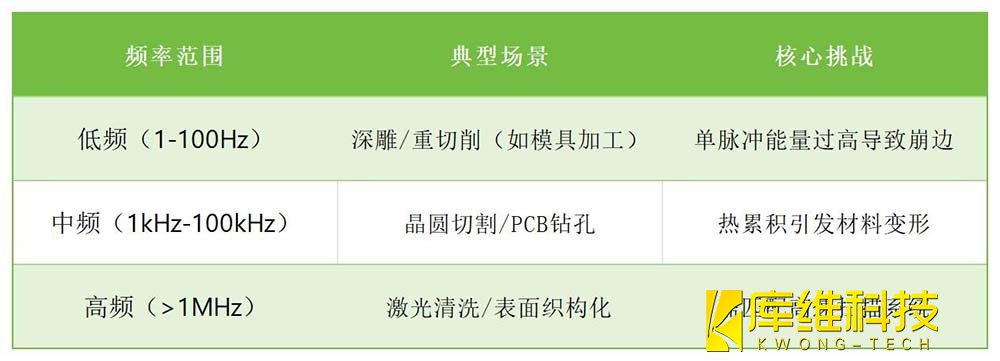
重復(fù)頻率以每秒發(fā)射的脈沖數(shù)量(單位:Hz/kHz/MHz)定義加工節(jié)奏,如同音樂節(jié)拍可快可慢:高頻模式下(如MHz級(jí))脈沖密集如快板�,能在單位時(shí)間內(nèi)完成更多加工點(diǎn);低頻模式時(shí)(如kHz級(jí))脈沖間隔拉長(zhǎng)似慢板�,讓每個(gè)脈沖攜帶更多能量穿透材料。
2�、頻率譜系與產(chǎn)業(yè)定位
3、工藝優(yōu)化方程
??材料去除率(MRR)= 脈沖能量 × 重復(fù)頻率 × 吸收系數(shù)??
-
??高頻優(yōu)勢(shì)??:通過(guò)縮短脈沖間隔降低熱積累���,例如在碳纖維復(fù)合材料加工中��,500kHz重復(fù)頻率可使纖維斷裂方向可控����。
-
??低頻策略??:?jiǎn)未胃吣苊}沖穿透更深�����,如金剛石刀具切割藍(lán)寶石時(shí)���,10Hz脈沖能量達(dá)10J可穿透3mm厚度�����。
三����、參數(shù)協(xié)同
1、能量密度矩陣
構(gòu)建??脈沖能量-頻率-脈寬??三維模型��,尋找最優(yōu)解:
-
??脆性材料(陶瓷/玻璃)??:低能量(<1mJ)+ 高頻(>100kHz)+ 短脈寬(<10ps)
-
??韌性材料(鈦合金/碳鋼)??:中能量(1-5mJ)+ 中頻(10-100kHz)+ 中脈寬(10-100ns)
2��、智能調(diào)控技術(shù)
??自適應(yīng)脈沖調(diào)制??:根據(jù)材料反射率實(shí)時(shí)調(diào)整頻率����,如鋁材加工時(shí)從20kHz自動(dòng)切換至50kHz�。
??多波長(zhǎng)協(xié)同??:355nm紫外+1064nm紅外雙脈沖組合���,兼顧穿透深度與邊緣質(zhì)量�����。
四����、行業(yè)應(yīng)用
1、半導(dǎo)體制造
??晶圓切割??:355nm皮秒激光(脈寬500fs�����,頻率400kHz)實(shí)現(xiàn)10μm寬度的無(wú)崩邊切割��。
??MEMS加工??:飛秒激光直寫技術(shù)制造500nm級(jí)懸臂梁結(jié)構(gòu)��。
2����、新能源電池
??極耳焊接??:1064nm脈沖(脈寬20ns,頻率500kHz)使銅鋁異種材料焊接強(qiáng)度提升40%����。
??鈣鈦礦薄膜??:紫外脈沖(355nm, 100kHz)實(shí)現(xiàn)10nm級(jí)均勻鍍膜。
在精密制造邁向納米時(shí)代的今天�����,脈沖寬度與重復(fù)頻率的精準(zhǔn)調(diào)控已成為激光加工的核心競(jìng)爭(zhēng)力�。掌握這對(duì)“時(shí)空參數(shù)”的協(xié)同奧秘,不僅能提升加工品質(zhì)��,更能開辟差異化技術(shù)賽道。

水導(dǎo)激光加工案例之??5G芯片微孔加工

激光加工參數(shù)解析:光束模式與偏振方向

激光加工參數(shù)解析:功率與波長(zhǎng)
水導(dǎo)激光加工技術(shù)是如何起源的?

水導(dǎo)激光加工技術(shù):耦合能束的傳輸分析
水導(dǎo)激光加工技術(shù)在金剛石加工領(lǐng)域的應(yīng)用
水導(dǎo)激光加工技術(shù):水射流的形成與衰減機(jī)理
水導(dǎo)激光技術(shù)應(yīng)用案例之LTCC材料加工
水導(dǎo)激光加工技術(shù):激光與水射流的耦合分析