激光熔覆技術(shù)(Laser Cladding)作為先進(jìn)制造領(lǐng)域的前沿技術(shù)�,通過(guò)高能激光束與金屬粉末的協(xié)同作用��,在基材表面形成冶金結(jié)合的致密涂層��,成為航空航天��、能源裝備��、交通運(yùn)輸?shù)阮I(lǐng)域的核心修復(fù)與增材制造手段���。本文系統(tǒng)解析其技術(shù)邏輯與應(yīng)用要點(diǎn)����。
一�����、技術(shù)原理與核心優(yōu)勢(shì)
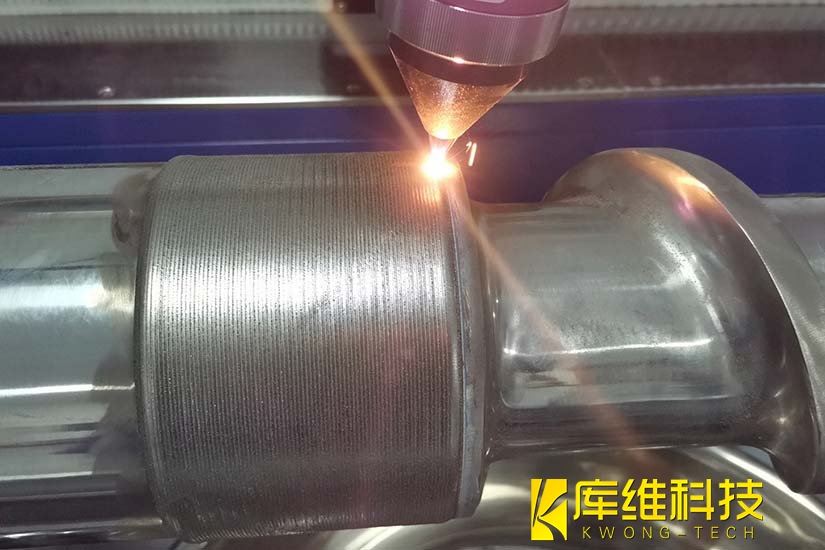
??技術(shù)原理??:激光熔覆通過(guò)高能量密度激光束(10³-10? W/cm²)掃描基材表面���,同步送粉或預(yù)置合金粉末與基材表層同步熔化,形成微米級(jí)薄熔池(厚度約0.1-2 mm)�����。熔池在光束移開后快速凝固(冷卻速率10³-10? K/s)�����,與基材冶金結(jié)合�����,形成梯度功能涂層�����。其本質(zhì)是“激光能量-材料交互”的動(dòng)態(tài)凝固過(guò)程�,核心是控制熔池的熱輸入與成分均勻性��。
??核心優(yōu)勢(shì)??:
-
??低稀釋率??:熔覆層與基材的成分混合區(qū)僅占總厚度的5%以下(稀釋率<5%)���,顯著優(yōu)于傳統(tǒng)堆焊(稀釋率15%-30%)���,保留合金設(shè)計(jì)的高性能;
-
??熱損傷小??:激光聚焦加熱區(qū)域小,基材整體溫升<100℃���,避免變形或組織粗化����,適用于精密零部件修復(fù)�����;
-
??材料適配廣??:可熔覆鎳基���、鈷基���、陶瓷增強(qiáng)復(fù)合粉末,滿足耐磨(如WC顆粒增強(qiáng))���、耐蝕(如Ni-Cr-Mo系)等多元需求�����;
-
??高效可控??:?jiǎn)蔚廊鄹菜俾士蛇_(dá)0.5-2 m/min��,配合自動(dòng)化設(shè)備實(shí)現(xiàn)批量生產(chǎn)���。
二����、關(guān)鍵參數(shù)����、影響機(jī)制與技術(shù)選型
??核心參數(shù)??:激光功率(P���,kW)���、掃描速度(v,mm/s)���、送粉速率(f�����,g/min)�����、光斑直徑(d����,mm)是決定熔覆質(zhì)量的四大參數(shù)。根據(jù)能量守恒��,需滿足P/(v·d)≈熔覆所需熱輸入閾值(通常80-200 J/mm²)�,過(guò)低易導(dǎo)致未熔合,過(guò)高則引發(fā)氣孔或過(guò)熔����。
-
激光功率(P):直接影響熔覆層深度與稀釋率。功率過(guò)高易導(dǎo)致基體過(guò)熱變形�,過(guò)低則粉末熔化不充分。例如�,在45鋼表面熔覆Ni60合金時(shí),功率3.0kW可獲得最佳硬度(67HRC)���。
-
掃描速度(V):與功率協(xié)同控制熱輸入��。速度過(guò)快會(huì)導(dǎo)致熔覆層厚度不均�����,過(guò)慢則增加熱影響區(qū)�,引發(fā)變形����。實(shí)驗(yàn)表明�,掃描速度1000mm/min時(shí)�����,熔覆層表面平整度最優(yōu)��。
-
光斑直徑(D):小光斑(如0.5mm)可提升涂層質(zhì)量����,但大光斑(如2mm)適用于大面積修復(fù)���。光斑尺寸與功率密度成反比����,需根據(jù)材料特性調(diào)整。
-
送粉速率(F):與激光功率匹配以控制熔池穩(wěn)定性���。送粉不足會(huì)導(dǎo)致涂層氣孔率上升��,過(guò)量則降低粉末利用率�。典型送粉速率為5-20g/min。
??影響機(jī)制??:
稀釋率δ≈(f·t)/(P·v)�,其中t為粉末飛行時(shí)間,δ直接決定涂層成分純度�;
殘余應(yīng)力與冷卻速率正相關(guān),高掃描速度(>8 mm/s)可降低拉應(yīng)力�,減少裂紋風(fēng)險(xiǎn);
層厚(單道0.2-1.5 mm)需與基材熱膨脹系數(shù)匹配����,避免界面應(yīng)力集中。
??技術(shù)選型建議??:
基材為45鋼/不銹鋼時(shí)����,優(yōu)先選鎳基(Ni60)或鐵基(Fe45)合金,兼顧成本與耐磨性�����;
高溫工況(如汽輪機(jī)葉片)推薦鈷基(Stellite 6)����,其高溫強(qiáng)度與抗氧化性更優(yōu);
復(fù)雜曲面熔覆需搭配振鏡掃描系統(tǒng)��,確保光斑軌跡精度(±0.05 mm)����;
大型部件(如軋輥)建議采用同軸送粉�����,避免旁軸送粉的邊緣能量衰減�����。
三��、完整工藝流程
1、預(yù)處理階段
??表面清理??:采用噴砂(SA2.5級(jí))或等離子清洗��,去除氧化層及油污����。有數(shù)據(jù)統(tǒng)計(jì)表明,預(yù)處理質(zhì)量不合格會(huì)導(dǎo)致熔覆層出現(xiàn)氣孔�����。
??缺陷檢測(cè)??:滲透探傷或磁粉檢測(cè)�,排除基材裂紋�、氣孔�����,避免熔覆層失效��。
預(yù)熱處理:高碳鋼基材需預(yù)熱至150-200℃�����,降低熱應(yīng)力����。實(shí)驗(yàn)表明�����,預(yù)熱可使裂紋發(fā)生率從18%降至3%���。
2���、熔覆階段
粉末輸送:同步送粉法(如環(huán)形送粉)可精確控制送粉量,減少氣孔率���,適用于復(fù)雜形狀零部件���。
參數(shù)優(yōu)化:以鎳基合金熔覆為例��,激光功率1-3kW����、掃描速度5-20mm/s��、送粉速率5-20g/min�����,通過(guò)試熔調(diào)整預(yù)熱溫度(100-200℃)以降低殘余應(yīng)力�����。
多層熔覆:?jiǎn)蔚浪头酆穸?.2-2.0mm�,分層熔覆時(shí)每層厚度控制在0.5-1mm�,搭接率30-50%以保證均勻性。
3��、后處理階段
??緩冷控制??:熔覆后在惰性氣體(Ar)環(huán)境中冷卻�����,避免急冷導(dǎo)致裂紋(尤其高碳基材);
熱處理:對(duì)高應(yīng)力部件進(jìn)行550℃去應(yīng)力退火�����,消除殘余應(yīng)力�。
機(jī)械加工??:車削/磨削修正尺寸(公差±0.02 mm),表面拋光至Ra≤1 μm��;
??性能檢測(cè)??:硬度梯度測(cè)試(表層HV 800-1200)����、XRD分析物相、超聲波檢測(cè)內(nèi)部缺陷�,確保符合國(guó)標(biāo)(GB/T 29713-2013)。
實(shí)際應(yīng)用:激光熔覆工藝應(yīng)用淺析
激光熔覆技術(shù)通過(guò)精準(zhǔn)控制工藝參數(shù)�,實(shí)現(xiàn)了高性能涂層的低成本制備,廣泛應(yīng)用于航空航天�、汽車制造及礦山設(shè)備等領(lǐng)域,正推動(dòng)工業(yè)表面強(qiáng)化從“經(jīng)驗(yàn)修復(fù)”向“科學(xué)設(shè)計(jì)”轉(zhuǎn)型���。